Sign In
Create New Account
Hello,
Sign In or Create Account
Account & Lists
Sign In
Create New Account
Orders
Customer Service
Returns
Payment Methods
Layaway
Order Cancellation
Warranty
Customer Help Center
CLEARANCE
DAILY DEAL
Toggle Navigation
All
SHOP ALL CATEGORIES
10/22® PARTS & ACCESSORIES
ELITE22™ RECEIVERS
ELITE22™ RECEIVER
ELITE22S™ STAINLESS RECEIVER
ELITE22LC™ LEFT CHARGING RCVR
ELITE22TD™ TAKEDOWN RECEIVER
ELITE22D™ DETACH RAIL RECEIVER
ELITE22™ 80% RECEIVER
ELITE22TD™ TAKEDOWN 80% RCVR
MATCH GRADE BOLTS - 10/22®
HONEYCOMB MATCH ASSEMBLY
SPIDERWEB MATCH ASSEMBLY
POLISHED STEEL MATCH ASSEMBLY
MATTE STEEL MATCH ASSEMBLY
BLACK NITRIDE MATCH ASSEMBLY
SHARP CLAW EXTRACTOR
STAINLESS STEEL FIRING PIN
RED BOLT BUFFER™
MATCH RECOIL GUIDE ROD
COMPETITION RECOIL SPRING
TRIGGER ASSEMBLIES & PARTS
ADJ RCVR FIT MATCH TRIG ASSEMBLY
BILLET MATCH TRIGGER ASSEMBLY
BILLET STRIPPED TRIGGER HOUSING
RUGER® BX-TRIGGER® ASSEMBLY
BILLET TRIGGER FOR BX ASSEMBLY
BILLET STANDARD TRIGGER
LEFT HAND SAFETY
BARRELS FOR 10/22®
BULL - HONEYCOMB LIGHTWEIGHT
BULL - FLUTED LIGHTWEIGHT
BULL - LIGHTWEIGHT
BULL - STAINLESS BARRELS
BULL - BLUE BARRELS
BULL - NITRIDE QPQ BARRELS
TAPER - BLUE BARRELS
TAPER - STAINLESS BARRELS
TAPER - NITRIDE QPQ BARRELS
TAPER BARREL - BARREL BANDS
TAKEDOWN BULL BARRELS
TAKEDOWN TAPER BARRELS
10/22® PISTOL BARRELS
10/22® SBR BARRELS
SCOPE RAILS AND RINGS
BILLET 1" MATCH RINGS - COLORS
3/8" RAIL FOR ELITE22D & ELITE22TD
RAILS FOR FACTORY RECEIVERS
- 3/8" REVERSIBLE PICATINNY RAIL
- 1/2" REVERSIBLE PICATINNY RAIL
- 3/4" REVERSIBLE PICATINNY RAIL
- WEAVER SCOPE RAIL
BOOKS & DVD'S
10/22® BUILDERS DVD
GUN GUIDES FOR 10/22® BOOK
REPLACEMENT PARTS
CHARGING HANDLES - 10/22®
FLUTED XL™ "EXTRA LARGE"
GROOVED LIGHTWEIGHT
HEX HEAD LIGHTWEIGHT
SPIRAL FLUTED
SUPER CHARGING HANDLE
SKELATONIZED CHARGING HANDLE
STANDARD CHARGING HANDLE
MAG RELEASES FOR 10/22®
EXTENDED LENGTH RELEASE
PADDLE MAG RELEASE
FLASH HIDERS FOR 10/22®
SLIP-ON FOR 10/22®
- TACTICAL FLASH HIDER
- M22/50™ SLIP ON
- M110™ SLIP ON
THREADED FOR 10/22®
- .920 FLASH HIDER / THREADED
- .920 FLASH / COMP - THREADED
- M22/50™ - THREADED
- M110™ - THREADED
10/22 STOCKS
FAKE SUPPRESSORS
MAGS & LOADERS
LASERS & OPTICS
GATLING GUN KITS
10/22® GATLING GUN KITS
1.
ANODIZED
MATTE BLACK BILLET
TWIN 10/22® GATLING KIT
2.
PAINTED
MATTE BLACK BILLET
TWIN 10/22® GATLING KIT
10/22® GATLING GUN KIT
REPLACEMENT PARTS
MAIN FRAME ASSEMBLY PARTS
TRIPOD ASSEMBLY PARTS
BARREL SHROUD ASSEMBLY
RECEIVER COVER ASSEMBLY
SIGHT ASSEMBLY
CRANK ASSEMBLY
CLEVIS PINS
AR15 / M16
AR15 LOWER RECEIVERS
AR15 80% LOWER RECEIVERS
AR15 LOWER PARTS
AR15 PISTOL GRIPS
AR15 COMPLETE UPPERS
AR15 STRIPPED UPPERS & PARTS
AR15 RAILS & HANDGUARDS
AR15 BOLTS & PARTS
SARCK AR15 .22LR KIT
AR15 VERTICAL GRIPS
AR15 BARRELS
AR15 GAS BLOCKS
AR15 SIGHTS & RISERS
AR15 STOCKS
AR15 STOCK BUFFERS / TUBES / SPRINGS
AR15 SLING MOUNTS
AR15 MAGS
AR15 LOADERS & CLAMPS
AR15 BRASS CATCHERS
BOOKS & DVD'S FOR AM15
AR15 TOOLS
AR15 FLASH HIDERS
AM15 .22LR UPPER RECEIVER FOR M16
M16 FIRE CONTROL PARTS
ADAPTERS - THREAD
THREAD ADAPTERS - PISTOL
WALTHER® P22®
S&W® M&P®22
COLT / UMAREX 1911/22
SIG® 1911/22
GSG 1911/22
S&W® M&P®22 COMPACT
WALTHER / UMAREX UZI PISTOL
COLT / UMAREX M4
THREAD ADAPTERS - RIFLE
THREAD ADAPTERS - GENERIC
1/2-20 Female to 1/2-28 Male
1/2-28 Female to 1/2-20 Male
Rimfire Spacer For 1/2-28
FLASH HIDERS
THREAD PROTECTORS
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
22LR PISTOL THREAD PROTECTORS
UZI THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
BARRELS
10/22® BARRELS
10/22® BULL BARRELS
10/22® TAPER BARRELS
10/22® TAPER BARREL BANDS
10/22® TAKEDOWN BULL BARRELS
10/22® TAKEDOWN TAPER BARRELS
10/22® TAKEDOWN BARREL PARTS
10/22® PISTOL BARRELS
10/22® SBR BARRELS
10/22® V-BLOCKS & CAP SCREWS
AR15 BARRELS -
RIFLE, PISTOL & SBR
AR15 5.56 RIFLE BARRELS
AR15 300 BLACKOUT RIFLE BARRELS
AR15 7.62x39 BARRELS
AR15 PISTOL BARRELS
AR15 300 BLACKOUT PISTOL BARRELS
AR15 9MM PISTOL BARRELS
AR15 5.56 SBR BARRELS
AR15 GAS TUBES
UZI BARRELS -
CARBINE / SMG / 9MM / 45 ACP
UZI 9MM SEMI / CARBINE BARRELS
UZI 9MM SMG BARRELS
UZI 9MM MICRO, PISTOL & PRO
UZI 45ACP SEMI / CARBINE BARRELS
UZI BARREL THREAD PROTECTORS
MACHINE GUN BARRELS
STEN MKII (MK2)
STEN MKIII (MK3)
ZAGI M-91 BARREL
M10/45 BARREL
M10/9 MAC BARREL
M11/9 MAC BARREL
ALL UZI BARRELS
UZI 9MM 10.2" SMG
UZI 9MM 10.2" SMG - THREADED
UZI 9MM 10.2" SEMI
UZI 9MM 10.2" SEMI - THREADED
UZI 9MM 16" SEMI
UZI 45 ACP 10.2" SEMI
UZI 45 ACP 10.2" SEMI - THREADED
UZI 9MM MICRO
UZI 9MM MICRO - THREADED
MAC BARRELS - SEMI & SMG
M10/45 BARRELS
M11/9 BARRELS
M10/9 BARRELS
THREAD PROTECTORS
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
22LR PISTOL THREAD PROTECTORS
UZI THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
BARREL BLANKS
.22LR BARREL BLANKS
9MM BARREL BLANKS
45 ACP BARREL BLANKS
1911-22 THREADED BARRELS
1911-22 THREADED - CHROME MOLY
1911-22 THREADED - STAINLESS STEEL
CLEANING SUPPLIES
DISPLAY SILENCERS
MAGS & LOADERS
NFA / CLASS 3
MACHINE GUNS
SUPPRESSORS / SILENCERS
SHORT BARREL RIFLES / SBR
RECEIVERS
SAFETY GEAR
STOCKS
AR15 STOCKS
10/22 STOCKS
MOSSBERG SHOTGUN STOCKS
REMINGTON 870 STOCKS
MINI 14 STOCKS
SUPPRESSORS / SILENCERS
.22LR MODELS
TAC65
STRATUS
QUEST
DIAMOND
.22 MAGNUM / .17 HMR
BANSHEE
AR15 / M16
TAC16
FAKE SUPPRESSORS
TOOLS - ACCESSORIES
THREAD ADAPTERS
THREAD PROTECTORS
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
22LR PISTOL THREAD PROTECTORS
UZI THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
REPLACEMENT PARTS
DISCONTINUED
TARGETS
ELITE22™ RECEIVERS
MATCH GRADE BOLTS - 10/22®
TRIGGER ASSEMBLIES & PARTS
BARRELS FOR 10/22®
SCOPE RAILS AND RINGS
BOOKS & DVD'S
REPLACEMENT PARTS
CHARGING HANDLES - 10/22®
MAG RELEASES FOR 10/22®
FLASH HIDERS FOR 10/22®
10/22 STOCKS
FAKE SUPPRESSORS
MAGS & LOADERS
LASERS & OPTICS
ELITE22™ RECEIVER
ELITE22S™ STAINLESS RECEIVER
ELITE22LC™ LEFT CHARGING RCVR
ELITE22TD™ TAKEDOWN RECEIVER
ELITE22D™ DETACH RAIL RECEIVER
ELITE22™ 80% RECEIVER
ELITE22TD™ TAKEDOWN 80% RCVR
HONEYCOMB MATCH ASSEMBLY
SPIDERWEB MATCH ASSEMBLY
POLISHED STEEL MATCH ASSEMBLY
MATTE STEEL MATCH ASSEMBLY
BLACK NITRIDE MATCH ASSEMBLY
SHARP CLAW EXTRACTOR
STAINLESS STEEL FIRING PIN
RED BOLT BUFFER™
MATCH RECOIL GUIDE ROD
COMPETITION RECOIL SPRING
ADJ RCVR FIT MATCH TRIG ASSEMBLY
BILLET MATCH TRIGGER ASSEMBLY
BILLET STRIPPED TRIGGER HOUSING
RUGER® BX-TRIGGER® ASSEMBLY
BILLET TRIGGER FOR BX ASSEMBLY
BILLET STANDARD TRIGGER
LEFT HAND SAFETY
BULL - HONEYCOMB LIGHTWEIGHT
BULL - FLUTED LIGHTWEIGHT
BULL - LIGHTWEIGHT
BULL - STAINLESS BARRELS
BULL - BLUE BARRELS
BULL - NITRIDE QPQ BARRELS
TAPER - BLUE BARRELS
TAPER - STAINLESS BARRELS
TAPER - NITRIDE QPQ BARRELS
TAPER BARREL - BARREL BANDS
TAKEDOWN BULL BARRELS
TAKEDOWN TAPER BARRELS
10/22® PISTOL BARRELS
10/22® SBR BARRELS
BILLET 1" MATCH RINGS - COLORS
3/8" RAIL FOR ELITE22D & ELITE22TD
RAILS FOR FACTORY RECEIVERS
- 3/8" REVERSIBLE PICATINNY RAIL
- 1/2" REVERSIBLE PICATINNY RAIL
- 3/4" REVERSIBLE PICATINNY RAIL
- WEAVER SCOPE RAIL
10/22® BUILDERS DVD
GUN GUIDES FOR 10/22® BOOK
FLUTED XL™ "EXTRA LARGE"
GROOVED LIGHTWEIGHT
HEX HEAD LIGHTWEIGHT
SPIRAL FLUTED
SUPER CHARGING HANDLE
SKELATONIZED CHARGING HANDLE
STANDARD CHARGING HANDLE
EXTENDED LENGTH RELEASE
PADDLE MAG RELEASE
SLIP-ON FOR 10/22®
- TACTICAL FLASH HIDER
- M22/50™ SLIP ON
- M110™ SLIP ON
THREADED FOR 10/22®
- .920 FLASH HIDER / THREADED
- .920 FLASH / COMP - THREADED
- M22/50™ - THREADED
- M110™ - THREADED
10/22® GATLING GUN KITS
10/22® GATLING GUN KIT
REPLACEMENT PARTS
ANODIZED MATTE BLACK BILLET
TWIN 10/22® GATLING KIT">
ANODIZED MATTE BLACK BILLET
TWIN 10/22® GATLING KIT" /> 1.
ANODIZED
MATTE BLACK BILLET
TWIN 10/22® GATLING KIT
PAINTED MATTE BLACK BILLET
TWIN 10/22® GATLING KIT">
PAINTED MATTE BLACK BILLET
TWIN 10/22® GATLING KIT" /> 2.
PAINTED
MATTE BLACK BILLET
TWIN 10/22® GATLING KIT
MAIN FRAME ASSEMBLY PARTS
TRIPOD ASSEMBLY PARTS
BARREL SHROUD ASSEMBLY
RECEIVER COVER ASSEMBLY
SIGHT ASSEMBLY
CRANK ASSEMBLY
CLEVIS PINS
AR15 LOWER RECEIVERS
AR15 80% LOWER RECEIVERS
AR15 LOWER PARTS
AR15 PISTOL GRIPS
AR15 COMPLETE UPPERS
AR15 STRIPPED UPPERS & PARTS
AR15 RAILS & HANDGUARDS
AR15 BOLTS & PARTS
SARCK AR15 .22LR KIT
AR15 VERTICAL GRIPS
AR15 BARRELS
AR15 GAS BLOCKS
AR15 SIGHTS & RISERS
AR15 STOCKS
AR15 STOCK BUFFERS / TUBES / SPRINGS
AR15 SLING MOUNTS
AR15 MAGS
AR15 LOADERS & CLAMPS
AR15 BRASS CATCHERS
BOOKS & DVD'S FOR AM15
AR15 TOOLS
AR15 FLASH HIDERS
AM15 .22LR UPPER RECEIVER FOR M16
M16 FIRE CONTROL PARTS
THREAD ADAPTERS - PISTOL
THREAD ADAPTERS - RIFLE
THREAD ADAPTERS - GENERIC
FLASH HIDERS
THREAD PROTECTORS
WALTHER® P22®
S&W® M&P®22
COLT / UMAREX 1911/22
SIG® 1911/22
GSG 1911/22
S&W® M&P®22 COMPACT
WALTHER / UMAREX UZI PISTOL
COLT / UMAREX M4
1/2-20 Female to 1/2-28 Male
1/2-28 Female to 1/2-20 Male
Rimfire Spacer For 1/2-28
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
22LR PISTOL THREAD PROTECTORS
UZI THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
10/22® BARRELS
AR15 BARRELS -
RIFLE, PISTOL & SBR
UZI BARRELS -
CARBINE / SMG / 9MM / 45 ACP
MACHINE GUN BARRELS
MAC BARRELS - SEMI & SMG
THREAD PROTECTORS
BARREL BLANKS
1911-22 THREADED BARRELS
10/22® BULL BARRELS
10/22® TAPER BARRELS
10/22® TAPER BARREL BANDS
10/22® TAKEDOWN BULL BARRELS
10/22® TAKEDOWN TAPER BARRELS
10/22® TAKEDOWN BARREL PARTS
10/22® PISTOL BARRELS
10/22® SBR BARRELS
10/22® V-BLOCKS & CAP SCREWS
AR15 5.56 RIFLE BARRELS
AR15 300 BLACKOUT RIFLE BARRELS
AR15 7.62x39 BARRELS
AR15 PISTOL BARRELS
AR15 300 BLACKOUT PISTOL BARRELS
AR15 9MM PISTOL BARRELS
AR15 5.56 SBR BARRELS
AR15 GAS TUBES
UZI 9MM SEMI / CARBINE BARRELS
UZI 9MM SMG BARRELS
UZI 9MM MICRO, PISTOL & PRO
UZI 45ACP SEMI / CARBINE BARRELS
UZI BARREL THREAD PROTECTORS
STEN MKII (MK2)
STEN MKIII (MK3)
ZAGI M-91 BARREL
M10/45 BARREL
M10/9 MAC BARREL
M11/9 MAC BARREL
ALL UZI BARRELS
UZI 9MM 10.2" SMG
UZI 9MM 10.2" SMG - THREADED
UZI 9MM 10.2" SEMI
UZI 9MM 10.2" SEMI - THREADED
UZI 9MM 16" SEMI
UZI 45 ACP 10.2" SEMI
UZI 45 ACP 10.2" SEMI - THREADED
UZI 9MM MICRO
UZI 9MM MICRO - THREADED
M10/45 BARRELS
M11/9 BARRELS
M10/9 BARRELS
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
22LR PISTOL THREAD PROTECTORS
UZI THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
.22LR BARREL BLANKS
9MM BARREL BLANKS
45 ACP BARREL BLANKS
1911-22 THREADED - CHROME MOLY
1911-22 THREADED - STAINLESS STEEL
MACHINE GUNS
SUPPRESSORS / SILENCERS
SHORT BARREL RIFLES / SBR
AR15 STOCKS
10/22 STOCKS
MOSSBERG SHOTGUN STOCKS
REMINGTON 870 STOCKS
MINI 14 STOCKS
.22LR MODELS
.22 MAGNUM / .17 HMR
AR15 / M16
FAKE SUPPRESSORS
TOOLS - ACCESSORIES
THREAD ADAPTERS
THREAD PROTECTORS
REPLACEMENT PARTS
DISCONTINUED
TAC65
STRATUS
QUEST
DIAMOND
BANSHEE
TAC16
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
22LR PISTOL THREAD PROTECTORS
UZI THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
All
All
10/22® PARTS & ACCESSORIES
10/22® PARTS & ACCESSORIES
ELITE22™ RECEIVERS
ELITE22™ RECEIVERS
ELITE22™ RECEIVER
ELITE22™ RECEIVER
ELITE22S™ STAINLESS RECEIVER
ELITE22S™ STAINLESS RECEIVER
ELITE22LC™ LEFT CHARGING RCVR
ELITE22LC™ LEFT CHARGING RCVR
ELITE22TD™ TAKEDOWN RECEIVER
ELITE22TD™ TAKEDOWN RECEIVER
ELITE22D™ DETACH RAIL RECEIVER
ELITE22D™ DETACH RAIL RECEIVER
ELITE22™ 80% RECEIVER
ELITE22™ 80% RECEIVER
ELITE22TD™ TAKEDOWN 80% RCVR
ELITE22TD™ TAKEDOWN 80% RCVR
MATCH GRADE BOLTS - 10/22®
MATCH GRADE BOLTS - 10/22®
HONEYCOMB MATCH ASSEMBLY
HONEYCOMB MATCH ASSEMBLY
SPIDERWEB MATCH ASSEMBLY
SPIDERWEB MATCH ASSEMBLY
POLISHED STEEL MATCH ASSEMBLY
POLISHED STEEL MATCH ASSEMBLY
MATTE STEEL MATCH ASSEMBLY
MATTE STEEL MATCH ASSEMBLY
BLACK NITRIDE MATCH ASSEMBLY
BLACK NITRIDE MATCH ASSEMBLY
SHARP CLAW EXTRACTOR
SHARP CLAW EXTRACTOR
STAINLESS STEEL FIRING PIN
STAINLESS STEEL FIRING PIN
RED BOLT BUFFER™
RED BOLT BUFFER™
MATCH RECOIL GUIDE ROD
MATCH RECOIL GUIDE ROD
COMPETITION RECOIL SPRING
COMPETITION RECOIL SPRING
TRIGGER ASSEMBLIES & PARTS
TRIGGER ASSEMBLIES & PARTS
ADJ RCVR FIT MATCH TRIG ASSEMBLY
ADJ RCVR FIT MATCH TRIG ASSEMBLY
BILLET MATCH TRIGGER ASSEMBLY
BILLET MATCH TRIGGER ASSEMBLY
BILLET STRIPPED TRIGGER HOUSING
BILLET STRIPPED TRIGGER HOUSING
RUGER® BX-TRIGGER® ASSEMBLY
RUGER® BX-TRIGGER® ASSEMBLY
BILLET TRIGGER FOR BX ASSEMBLY
BILLET TRIGGER FOR BX ASSEMBLY
BILLET STANDARD TRIGGER
BILLET STANDARD TRIGGER
LEFT HAND SAFETY
LEFT HAND SAFETY
BARRELS FOR 10/22®
BARRELS FOR 10/22®
BULL - HONEYCOMB LIGHTWEIGHT
BULL - HONEYCOMB LIGHTWEIGHT
BULL - FLUTED LIGHTWEIGHT
BULL - FLUTED LIGHTWEIGHT
BULL - LIGHTWEIGHT
BULL - LIGHTWEIGHT
BULL - STAINLESS BARRELS
BULL - STAINLESS BARRELS
BULL - BLUE BARRELS
BULL - BLUE BARRELS
BULL - NITRIDE QPQ BARRELS
BULL - NITRIDE QPQ BARRELS
TAPER - BLUE BARRELS
TAPER - BLUE BARRELS
TAPER - STAINLESS BARRELS
TAPER - STAINLESS BARRELS
TAPER - NITRIDE QPQ BARRELS
TAPER - NITRIDE QPQ BARRELS
TAPER BARREL - BARREL BANDS
TAPER BARREL - BARREL BANDS
TAKEDOWN BULL BARRELS
TAKEDOWN BULL BARRELS
TAKEDOWN TAPER BARRELS
TAKEDOWN TAPER BARRELS
10/22® PISTOL BARRELS
10/22® PISTOL BARRELS
10/22® SBR BARRELS
10/22® SBR BARRELS
SCOPE RAILS AND RINGS
SCOPE RAILS AND RINGS
BILLET 1" MATCH RINGS - COLORS
BILLET 1" MATCH RINGS - COLORS
3/8" RAIL FOR ELITE22D & ELITE22TD
3/8" RAIL FOR ELITE22D & ELITE22TD
RAILS FOR FACTORY RECEIVERS
RAILS FOR FACTORY RECEIVERS
- 3/8" REVERSIBLE PICATINNY RAIL
- 3/8" REVERSIBLE PICATINNY RAIL
- 1/2" REVERSIBLE PICATINNY RAIL
- 1/2" REVERSIBLE PICATINNY RAIL
- 3/4" REVERSIBLE PICATINNY RAIL
- 3/4" REVERSIBLE PICATINNY RAIL
- WEAVER SCOPE RAIL
- WEAVER SCOPE RAIL
BOOKS & DVD'S
BOOKS & DVD'S
10/22® BUILDERS DVD
10/22® BUILDERS DVD
GUN GUIDES FOR 10/22® BOOK
GUN GUIDES FOR 10/22® BOOK
REPLACEMENT PARTS
REPLACEMENT PARTS
CHARGING HANDLES - 10/22®
CHARGING HANDLES - 10/22®
FLUTED XL™ "EXTRA LARGE"
FLUTED XL™ "EXTRA LARGE"
GROOVED LIGHTWEIGHT
GROOVED LIGHTWEIGHT
HEX HEAD LIGHTWEIGHT
HEX HEAD LIGHTWEIGHT
SPIRAL FLUTED
SPIRAL FLUTED
SUPER CHARGING HANDLE
SUPER CHARGING HANDLE
SKELATONIZED CHARGING HANDLE
SKELATONIZED CHARGING HANDLE
STANDARD CHARGING HANDLE
STANDARD CHARGING HANDLE
MAG RELEASES FOR 10/22®
MAG RELEASES FOR 10/22®
EXTENDED LENGTH RELEASE
EXTENDED LENGTH RELEASE
PADDLE MAG RELEASE
PADDLE MAG RELEASE
FLASH HIDERS FOR 10/22®
FLASH HIDERS FOR 10/22®
SLIP-ON FOR 10/22®
SLIP-ON FOR 10/22®
- TACTICAL FLASH HIDER
- TACTICAL FLASH HIDER
- M22/50™ SLIP ON
- M22/50™ SLIP ON
- M110™ SLIP ON
- M110™ SLIP ON
THREADED FOR 10/22®
THREADED FOR 10/22®
- .920 FLASH HIDER / THREADED
- .920 FLASH HIDER / THREADED
- .920 FLASH / COMP - THREADED
- .920 FLASH / COMP - THREADED
- M22/50™ - THREADED
- M22/50™ - THREADED
- M110™ - THREADED
- M110™ - THREADED
10/22 STOCKS
10/22 STOCKS
FAKE SUPPRESSORS
FAKE SUPPRESSORS
MAGS & LOADERS
MAGS & LOADERS
LASERS & OPTICS
LASERS & OPTICS
GATLING GUN KITS
GATLING GUN KITS
10/22® GATLING GUN KITS
10/22® GATLING GUN KITS
1.
ANODIZED
MATTE BLACK BILLET
TWIN 10/22® GATLING KIT
1.
ANODIZED
MATTE BLACK BILLET
TWIN 10/22® GATLING KIT
2.
PAINTED
MATTE BLACK BILLET
TWIN 10/22® GATLING KIT
2.
PAINTED
MATTE BLACK BILLET
TWIN 10/22® GATLING KIT
10/22® GATLING GUN KIT
REPLACEMENT PARTS
10/22® GATLING GUN KIT
REPLACEMENT PARTS
MAIN FRAME ASSEMBLY PARTS
MAIN FRAME ASSEMBLY PARTS
TRIPOD ASSEMBLY PARTS
TRIPOD ASSEMBLY PARTS
BARREL SHROUD ASSEMBLY
BARREL SHROUD ASSEMBLY
RECEIVER COVER ASSEMBLY
RECEIVER COVER ASSEMBLY
SIGHT ASSEMBLY
SIGHT ASSEMBLY
CRANK ASSEMBLY
CRANK ASSEMBLY
CLEVIS PINS
CLEVIS PINS
AR15 / M16
AR15 / M16
AR15 LOWER RECEIVERS
AR15 LOWER RECEIVERS
AR15 80% LOWER RECEIVERS
AR15 80% LOWER RECEIVERS
AR15 LOWER PARTS
AR15 LOWER PARTS
AR15 PISTOL GRIPS
AR15 PISTOL GRIPS
AR15 COMPLETE UPPERS
AR15 COMPLETE UPPERS
AR15 STRIPPED UPPERS & PARTS
AR15 STRIPPED UPPERS & PARTS
AR15 RAILS & HANDGUARDS
AR15 RAILS & HANDGUARDS
AR15 BOLTS & PARTS
AR15 BOLTS & PARTS
SARCK AR15 .22LR KIT
SARCK AR15 .22LR KIT
AR15 VERTICAL GRIPS
AR15 VERTICAL GRIPS
AR15 BARRELS
AR15 BARRELS
AR15 GAS BLOCKS
AR15 GAS BLOCKS
AR15 SIGHTS & RISERS
AR15 SIGHTS & RISERS
AR15 STOCKS
AR15 STOCKS
AR15 STOCK BUFFERS / TUBES / SPRINGS
AR15 STOCK BUFFERS / TUBES / SPRINGS
AR15 SLING MOUNTS
AR15 SLING MOUNTS
AR15 MAGS
AR15 MAGS
AR15 LOADERS & CLAMPS
AR15 LOADERS & CLAMPS
AR15 BRASS CATCHERS
AR15 BRASS CATCHERS
BOOKS & DVD'S FOR AM15
BOOKS & DVD'S FOR AM15
AR15 TOOLS
AR15 TOOLS
AR15 FLASH HIDERS
AR15 FLASH HIDERS
AM15 .22LR UPPER RECEIVER FOR M16
AM15 .22LR UPPER RECEIVER FOR M16
M16 FIRE CONTROL PARTS
M16 FIRE CONTROL PARTS
ADAPTERS - THREAD
ADAPTERS - THREAD
THREAD ADAPTERS - PISTOL
THREAD ADAPTERS - PISTOL
WALTHER® P22®
WALTHER® P22®
S&W® M&P®22
S&W® M&P®22
COLT / UMAREX 1911/22
COLT / UMAREX 1911/22
SIG® 1911/22
SIG® 1911/22
GSG 1911/22
GSG 1911/22
S&W® M&P®22 COMPACT
S&W® M&P®22 COMPACT
WALTHER / UMAREX UZI PISTOL
WALTHER / UMAREX UZI PISTOL
COLT / UMAREX M4
COLT / UMAREX M4
THREAD ADAPTERS - RIFLE
THREAD ADAPTERS - RIFLE
THREAD ADAPTERS - GENERIC
THREAD ADAPTERS - GENERIC
1/2-20 Female to 1/2-28 Male
1/2-20 Female to 1/2-28 Male
1/2-28 Female to 1/2-20 Male
1/2-28 Female to 1/2-20 Male
Rimfire Spacer For 1/2-28
Rimfire Spacer For 1/2-28
FLASH HIDERS
FLASH HIDERS
THREAD PROTECTORS
THREAD PROTECTORS
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
22LR PISTOL THREAD PROTECTORS
22LR PISTOL THREAD PROTECTORS
UZI THREAD PROTECTORS
UZI THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
BARRELS
BARRELS
10/22® BARRELS
10/22® BARRELS
10/22® BULL BARRELS
10/22® BULL BARRELS
10/22® TAPER BARRELS
10/22® TAPER BARRELS
10/22® TAPER BARREL BANDS
10/22® TAPER BARREL BANDS
10/22® TAKEDOWN BULL BARRELS
10/22® TAKEDOWN BULL BARRELS
10/22® TAKEDOWN TAPER BARRELS
10/22® TAKEDOWN TAPER BARRELS
10/22® TAKEDOWN BARREL PARTS
10/22® TAKEDOWN BARREL PARTS
10/22® PISTOL BARRELS
10/22® PISTOL BARRELS
10/22® SBR BARRELS
10/22® SBR BARRELS
10/22® V-BLOCKS & CAP SCREWS
10/22® V-BLOCKS & CAP SCREWS
AR15 BARRELS -
RIFLE, PISTOL & SBR
AR15 BARRELS -
RIFLE, PISTOL & SBR
AR15 5.56 RIFLE BARRELS
AR15 5.56 RIFLE BARRELS
AR15 300 BLACKOUT RIFLE BARRELS
AR15 300 BLACKOUT RIFLE BARRELS
AR15 7.62x39 BARRELS
AR15 7.62x39 BARRELS
AR15 PISTOL BARRELS
AR15 PISTOL BARRELS
AR15 300 BLACKOUT PISTOL BARRELS
AR15 300 BLACKOUT PISTOL BARRELS
AR15 9MM PISTOL BARRELS
AR15 9MM PISTOL BARRELS
AR15 5.56 SBR BARRELS
AR15 5.56 SBR BARRELS
AR15 GAS TUBES
AR15 GAS TUBES
UZI BARRELS -
CARBINE / SMG / 9MM / 45 ACP
UZI BARRELS -
CARBINE / SMG / 9MM / 45 ACP
UZI 9MM SEMI / CARBINE BARRELS
UZI 9MM SEMI / CARBINE BARRELS
UZI 9MM SMG BARRELS
UZI 9MM SMG BARRELS
UZI 9MM MICRO, PISTOL & PRO
UZI 9MM MICRO, PISTOL & PRO
UZI 45ACP SEMI / CARBINE BARRELS
UZI 45ACP SEMI / CARBINE BARRELS
UZI BARREL THREAD PROTECTORS
UZI BARREL THREAD PROTECTORS
MACHINE GUN BARRELS
MACHINE GUN BARRELS
STEN MKII (MK2)
STEN MKII (MK2)
STEN MKIII (MK3)
STEN MKIII (MK3)
ZAGI M-91 BARREL
ZAGI M-91 BARREL
M10/45 BARREL
M10/45 BARREL
M10/9 MAC BARREL
M10/9 MAC BARREL
M11/9 MAC BARREL
M11/9 MAC BARREL
ALL UZI BARRELS
ALL UZI BARRELS
UZI 9MM 10.2" SMG
UZI 9MM 10.2" SMG
UZI 9MM 10.2" SMG - THREADED
UZI 9MM 10.2" SMG - THREADED
UZI 9MM 10.2" SEMI
UZI 9MM 10.2" SEMI
UZI 9MM 10.2" SEMI - THREADED
UZI 9MM 10.2" SEMI - THREADED
UZI 9MM 16" SEMI
UZI 9MM 16" SEMI
UZI 45 ACP 10.2" SEMI
UZI 45 ACP 10.2" SEMI
UZI 45 ACP 10.2" SEMI - THREADED
UZI 45 ACP 10.2" SEMI - THREADED
UZI 9MM MICRO
UZI 9MM MICRO
UZI 9MM MICRO - THREADED
UZI 9MM MICRO - THREADED
MAC BARRELS - SEMI & SMG
MAC BARRELS - SEMI & SMG
M10/45 BARRELS
M10/45 BARRELS
M11/9 BARRELS
M11/9 BARRELS
M10/9 BARRELS
M10/9 BARRELS
THREAD PROTECTORS
THREAD PROTECTORS
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
22LR PISTOL THREAD PROTECTORS
22LR PISTOL THREAD PROTECTORS
UZI THREAD PROTECTORS
UZI THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
BARREL BLANKS
BARREL BLANKS
.22LR BARREL BLANKS
.22LR BARREL BLANKS
9MM BARREL BLANKS
9MM BARREL BLANKS
45 ACP BARREL BLANKS
45 ACP BARREL BLANKS
1911-22 THREADED BARRELS
1911-22 THREADED BARRELS
1911-22 THREADED - CHROME MOLY
1911-22 THREADED - CHROME MOLY
1911-22 THREADED - STAINLESS STEEL
1911-22 THREADED - STAINLESS STEEL
CLEANING SUPPLIES
CLEANING SUPPLIES
DISPLAY SILENCERS
DISPLAY SILENCERS
MAGS & LOADERS
MAGS & LOADERS
NFA / CLASS 3
NFA / CLASS 3
MACHINE GUNS
MACHINE GUNS
SUPPRESSORS / SILENCERS
SUPPRESSORS / SILENCERS
SHORT BARREL RIFLES / SBR
SHORT BARREL RIFLES / SBR
RECEIVERS
RECEIVERS
SAFETY GEAR
SAFETY GEAR
STOCKS
STOCKS
AR15 STOCKS
AR15 STOCKS
10/22 STOCKS
10/22 STOCKS
MOSSBERG SHOTGUN STOCKS
MOSSBERG SHOTGUN STOCKS
REMINGTON 870 STOCKS
REMINGTON 870 STOCKS
MINI 14 STOCKS
MINI 14 STOCKS
SUPPRESSORS / SILENCERS
SUPPRESSORS / SILENCERS
.22LR MODELS
.22LR MODELS
TAC65
TAC65
STRATUS
STRATUS
QUEST
QUEST
DIAMOND
DIAMOND
.22 MAGNUM / .17 HMR
.22 MAGNUM / .17 HMR
BANSHEE
BANSHEE
AR15 / M16
AR15 / M16
TAC16
TAC16
FAKE SUPPRESSORS
FAKE SUPPRESSORS
TOOLS - ACCESSORIES
TOOLS - ACCESSORIES
THREAD ADAPTERS
THREAD ADAPTERS
THREAD PROTECTORS
THREAD PROTECTORS
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® BULL BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
PIKE ARMS® 10/22® TAPER BARRELS
22LR PISTOL THREAD PROTECTORS
22LR PISTOL THREAD PROTECTORS
UZI THREAD PROTECTORS
UZI THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
STEN MK2 THREAD PROTECTORS
REPLACEMENT PARTS
REPLACEMENT PARTS
DISCONTINUED
DISCONTINUED
TARGETS
TARGETS
FFL RECEIVERS
FFL RECEIVERS
ELITE22™ - BILLET INTEGRAL RAIL 10/22® COMPATIBLE
ELITE22™ - BILLET INTEGRAL RAIL 10/22® COMPATIBLE
ELITE22LC™ - "LEFT CHARGING" 10/22® COMPATIBLE
ELITE22LC™ - "LEFT CHARGING" 10/22® COMPATIBLE
ELITE22D™ - "FLAT TOP - DETACHABLE RAIL" 10/22® COMPATIBLE
ELITE22D™ - "FLAT TOP - DETACHABLE RAIL" 10/22® COMPATIBLE
ELITE22TDR™ TAKEDOWN INTEGRAL RAIL RECEIVER
ELITE22TDR™ TAKEDOWN INTEGRAL RAIL RECEIVER
ELITE22LCTD™ LEFT CHARGING TAKEDOWN RECEIVER
ELITE22LCTD™ LEFT CHARGING TAKEDOWN RECEIVER
T15™ - AR15 FORGED
T15™ - AR15 FORGED
T15BDX™ - AR15 "BILLET DELUXE"
T15BDX™ - AR15 "BILLET DELUXE"
PARTS FOR 10/22®
PARTS FOR 10/22®
ELITE22® 10/22® COMPATIBLE RECEIVERS
ELITE22® 10/22® COMPATIBLE RECEIVERS
BARRELS & BARREL BANDS FOR 10/22®
BARRELS & BARREL BANDS FOR 10/22®
MATCH GRADE BOLTS FOR 10/22®
MATCH GRADE BOLTS FOR 10/22®
TRIGGER ASSEMBLIES & PARTS FOR 10/22®
TRIGGER ASSEMBLIES & PARTS FOR 10/22®
CHARGING HANDLES FOR 10/22®
CHARGING HANDLES FOR 10/22®
MAG RELEASES FOR 10/22®
MAG RELEASES FOR 10/22®
SCOPE RAILS & RINGS FOR 10/22®
SCOPE RAILS & RINGS FOR 10/22®
FLASH HIDERS & MUZZLE BRAKES FOR 10/22®
FLASH HIDERS & MUZZLE BRAKES FOR 10/22®
STOCKS FOR 10/22®
STOCKS FOR 10/22®
FAKE SUPPRESSORS FOR 10/22®
FAKE SUPPRESSORS FOR 10/22®
MAGS & LOADERS FOR 10/22®
MAGS & LOADERS FOR 10/22®
LASERS & OPTICS FOR 10/22®
LASERS & OPTICS FOR 10/22®
BOOKS & DVD's FOR 10/22®
BOOKS & DVD's FOR 10/22®
REPLACEMENT PARTS FOR 10/22®
REPLACEMENT PARTS FOR 10/22®
BARRELS
BARRELS
LIGHTWEIGHT BARRELS FOR 10/22®
LIGHTWEIGHT BARRELS FOR 10/22®
BULL BARRELS FOR 10/22®
BULL BARRELS FOR 10/22®
TAPER BARRELS FOR 10/22®
TAPER BARRELS FOR 10/22®
TAKEDOWN BULL BARRELS FOR 10/22®
TAKEDOWN BULL BARRELS FOR 10/22®
TAKEDOWN TAPER BARRELS FOR 10/22®
TAKEDOWN TAPER BARRELS FOR 10/22®
PISTOL BARRELS FOR 10/22®
PISTOL BARRELS FOR 10/22®
SBR BARRELS FOR 10/22®
SBR BARRELS FOR 10/22®
AR15 BARRELS
AR15 BARRELS
MAC BARRELS
MAC BARRELS
UZI BARRELS
UZI BARRELS
MACHINEGUN BARRELS
MACHINEGUN BARRELS
THREAD PROTECTORS
THREAD PROTECTORS
1911-22 TREADED BARRELS
1911-22 TREADED BARRELS
GATLING GUN KITS
GATLING GUN KITS
MATTE BLACK GATLING GUN KIT FOR 10/22®
MATTE BLACK GATLING GUN KIT FOR 10/22®
GATLING GUN KIT REPLACEMENT PARTS
GATLING GUN KIT REPLACEMENT PARTS
AR15 / M16
AR15 / M16
AR15 LOWER RECEIVERS
AR15 LOWER RECEIVERS
AR15 80% RECEIVERS
AR15 80% RECEIVERS
AR15 LOWER RECEIVER PARTS
AR15 LOWER RECEIVER PARTS
AR15 PISTOL GRIPS
AR15 PISTOL GRIPS
AR15 COMPLETE UPPERS
AR15 COMPLETE UPPERS
AR15 STRIPPED UPPERS
AR15 STRIPPED UPPERS
AR15 RAILS & HANDGUARDS
AR15 RAILS & HANDGUARDS
AR15 BOLTS & PARTS
AR15 BOLTS & PARTS
SARCK™ AR15 22LR KIT
SARCK™ AR15 22LR KIT
AR15 VERTICAL GRIPS
AR15 VERTICAL GRIPS
AR15 BARRELS
AR15 BARRELS
AR15 GAS BLOCKS
AR15 GAS BLOCKS
AR15 SIGHTS & RISERS
AR15 SIGHTS & RISERS
AR15 STOCKS
AR15 STOCKS
AR15 STOCK BUFFERS / TUBES / SPRINGS
AR15 STOCK BUFFERS / TUBES / SPRINGS
AR15 SLING MOUNTS
AR15 SLING MOUNTS
AR15 MAGS
AR15 MAGS
AR15 LOADERS & CLAMPS
AR15 LOADERS & CLAMPS
AR15 BRASS CATCHERS
AR15 BRASS CATCHERS
AR15 BOOKS & DVD'S
AR15 BOOKS & DVD'S
AR15 TOOLS
AR15 TOOLS
AR15 FLASH HIDERS
AR15 FLASH HIDERS
AM15 .22LR UPPER RECEIVER
AM15 .22LR UPPER RECEIVER
M16 LOWER RECEIVER PARTS
M16 LOWER RECEIVER PARTS
FREE SHIPPING WITH $150 PURCHASE
- Restrictions Apply
10/22® SCOPE RAILS IN COLORS - ON SALE!
CHARGING HANDLES
BILLET SCOPE RINGS
REVERSIBLE 10/22® RAILS
MAG RELEASES
ELITE22™ - 10/22® COMPATIBLE BILLET RECEIVERS
TACTICAL INNOVATIONS®
ELITE22LC™
LEFT CHARGING RECEIVER
*** MATTE BLACK CERAKOTE® ***
Some Description
Retail
$234.99
Save
$15.00
Sale
$219.99
On Sale
View
TACTICAL INNOVATIONS®
ELITE22™ RECEIVER
10/22® COMPATIBLE
*** EARTH CERAKOTE ***
Some Description
Retail
$194.49
Save
$14.50
Sale
$179.99
On Sale
View
TACTICAL INNOVATIONS®
ELITE22D™
DETACHABLE RAIL RECEIVER
*** RED CERAKOTE® ***
Some Description
Retail
$180.86
Save
$25.87
Sale
$154.99
On Sale
View
TACTICAL INNOVATIONS®
ELITE22™ RECEIVER
10/22® COMPATIBLE
*** GUNMETAL GRAY CERAKOTE ***
Some Description
Retail
$194.49
Save
$14.50
Sale
$179.99
On Sale
View
09422
TACTICAL INNOVATIONS®
ELITE22TDR™ CERAKOTE® OLIVE DRAB
TAKEDOWN PICATINNY RAIL
BILLET RECEIVER
Some Description
Retail
$284.99
Save
$15.00
Sale
$269.99
On Sale
In Stock
Add to Cart
TACTICAL INNOVATIONS®
ELITE22LCTD™ MATTE BLACK
LEFT CHARGING TAKEDOWN
BILLET RECEIVER
Some Description
Retail
$314.49
Save
$24.50
Sale
$289.99
On Sale
View
TOP SELLERS
09145
PIKE ARMS® 1911-22LR STAINLESS STEEL BARREL ASSEMBLY THREADED 1/2 - 28 TPI WITH PROTECTOR FOR KIMBER® & PIKE ARMS® CONVERSION KITS
Some Description
$289.99
Our Low Price
Low Price
Low Stock
Add to Cart
09495
PIKE ARMS® CERAKOTE MATTE BLACK GATLING GUN KIT FOR TWIN RUGER® 10/22® RIFLES
Some Description
Retail
$1299.99
Save
$300.00
Cash
$999.99
On Sale
Low Stock
Add to Cart
PIKE ARMS® MG42 / MG3 / M53 BARREL 7.62 x 51 / .308 - 4150 PARKERIZED STEEL NEW MANUFACTURE
Some Description
Retail
$395.83
Save
$15.84
Sale
$379.99
On Sale
View
00531
AM15™.22LR UPPER RECEIVER
- GEN TWO UPGRADES
- FULL AUTO FOR M16 ONLY
Some Description
Retail
$3499.00
Save
$200.00
Cash
$3299.00
On Sale
Out Of Stock
Notify Me
00150
BMF ACTIVATOR
CRANK FIRE FOR FAST SHOOTING
FOR RUGER® 10/22®
Some Description
Retail
$35.00
Save
$5.01
Sale
$29.99
On Sale
In Stock
Add to Cart
PIKE ARMS®
ADJUSTABLE RECEIVER FIT
STRIPPED BILLET TRIGGER HOUSING
FOR 10/22® STYLE RIFLES
CERAKOTE® FINISH
Some Description
Retail
$119.99
Save
$10.00
Sale
$109.99
On Sale
View
PIKE ARMS®
BILLET TRIGGER - CERAKOTE®
FOR RUGER
BX STYLE
10/22® TRIGGER ASSEMBLY
NOT FOR ORIGINAL ASSEMBLY
Some Description
Retail
$21.99
Save
$2.00
Sale
$19.99
On Sale
View
PIKE ARMS®
PADDLE MAG MP5 STYLE
EXTENDED LENGTH MAG RELEASE
FOR 10/22® STYLE RIFLES
CERAKOTE® FINISH
Some Description
Retail
$21.99
Save
$2.00
Sale
$19.99
On Sale
View
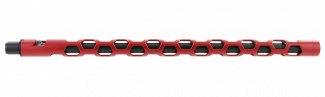
10/22® BARRELS
PIKE ARMS®
CERAKOTE RED
ULTRA LIGHTWEIGHT
16.5" .22LR 10/22® BARREL
Some Description
Retail
$329.99
Save
$30.00
Sale
$299.99
On Sale
View
09604
8" BLACK CERAKOTE 1:16 10/22® THREADED 1/2-28 TPI BARREL WITH THREAD PROTECTOR FOR RUGER® CHARGER™
Some Description
Retail
$124.99
Save
$9.00
Sale
$115.99
On Sale
Low Stock
Add to Cart
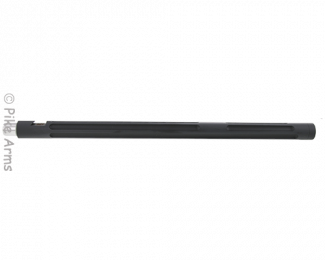
10053
16.5" BLACK CERAKOTE - 1:16 TWIST - FLUTED - .920 BULL TARGET BARREL THREADED 1/2-28 TPI FOR 10/22® WITH THREAD PROTECTOR
Some Description
Retail
$274.99
Save
$75.00
Sale
$199.99
On Sale
In Stock
Add to Cart
04761
8" POLISHED STAINLESS STEEL - 1:16 TWIST - THREADED BARREL WITH THREAD PROTECTOR FOR RUGER® CHARGER™
Some Description
Retail
$119.99
Save
$9.00
Sale
$110.99
On Sale
In Stock
Add to Cart
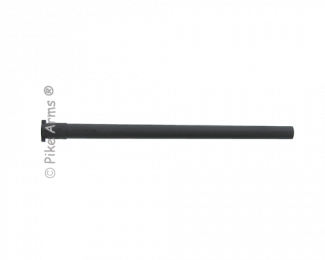
10/22 STAINLESS 1:16 TWIST FINNED
16.5" BARREL
Some Description
Sale:
$164.99
-
$209.99
Save Up To
$16.00
On Sale
View
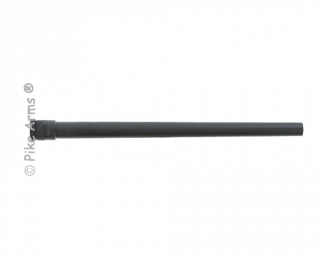
00302
PIKE ARMS® 16.5" STAINLESS STEEL - 1:16 TWIST - FLUTED - .920 BULL TARGET BARREL THREADED 1/2-28 TPI FOR 10/22® WITH THREAD PROTECTOR
Some Description
Retail
$180.99
Save
$15.00
Sale
$165.99
On Sale
Low Stock
Add to Cart
MACHINE GUN BARRELS
SWEDISH K / CARL GUSTAV M45 / PORT SAID 9MM SMG BARREL
- CHOICE OF STOCK OR THREADED 1/2-28
Some Description
Sale:
$149.99
-
$154.99
Save Up To
$9.50
On Sale
View
PIKE ARMS® UZI 9MM
10.2" SMG BARREL THREADED 1/2-28 FOR FULL SIZE / CARBINE
Some Description
Sale:
$134.99
-
$149.99
Save Up To
$10.00
On Sale
View
PIKE ARMS® MICRO UZI 9MM BARREL FOR MICRO SMG, MICRO SEMI PISTOL AND UZI PRO THREADED 1/2-28 TPI
Some Description
Sale:
$129.99
-
$144.99
Save Up To
$10.00
On Sale
View
STEN MK2
9MM SMG
BARREL
Some Description
Sale:
$129.99
-
$134.99
Save Up To
$10.00
On Sale
View
PIKE ARMS® PPSh-41
9MM NEW MANUFACTURE BARREL
10.6" SMG LENGTH
CHOICE OF FINISHES
Some Description
Sale:
$114.99
-
$129.99
Save Up To
$5.00
On Sale
View
PIKE ARMS® PPS-43
9MM NEW MANUFACTURE BARREL
10" SMG LENGTH
CHOICE OF FINISHES
Some Description
Sale:
$114.99
-
$129.99
Save Up To
$5.00
On Sale
View
BUILD IT YOUR WAY
08867
PIKE ARMS® POLISHED STEEL
HONEYCOMB PATTERN
TARGET MATCH GRADE
10/22® STYLE BOLT ASSEMBLY
Some Description
Retail
$132.99
Save
$13.00
Sale
$119.99
On Sale
In Stock
Add to Cart
PIKE ARMS®
BILLET TRIGGER - CERAKOTE®
FOR RUGER®
ORIGINAL STYLE
10/22® TRIGGER ASSEMBLY
NOT FOR BX ASSEMBLY
Some Description
Retail
$22.25
Save
$2.26
Sale
$19.99
On Sale
View
PIKE ARMS®
ADJUSTABLE RECEIVER FIT™
BILLET TRIGGER ASSEMBLY FOR 10/22®
2.5 LB MATCH GRADE
CERAKOTE® FINISH
Some Description
Retail
$219.49
Save
$19.50
Sale
$199.99
On Sale
View
PIKE ARMS®
EXTENDED LENGTH MAG RELEASE
TRIGGER HOUSING PROFILE
FOR 10/22® STYLE RIFLES
CERAKOTE® FINISH
Some Description
Retail
$34.99
Save
$3.50
Sale
$31.49
On Sale
View
SUPER
CHARGING HANDLE
ASSEMBLY
Some Description
Sale:
$29.99
-
$34.99
Save Up To
$5.00
On Sale
View
00421
PIKE ARMS®
POLISHED STEEL
TARGET MATCH GRADE
10/22® BOLT ASSEMBLY
Some Description
Retail
$124.99
Save
$10.00
Sale
$114.99
On Sale
Low Stock
Add to Cart
10/22® ESSENTIALS
PIKE ARMS® ELITE22™
RIFLE ASSEMBLY HARDWARE PACKAGE
FOR 10/22® STYLE RIFLES
- BLUE OR STAINLESS STEEL
Some Description
Retail
$53.49
Save
$4.50
Sale
$48.99
On Sale
View
ADJUSTABLE V-BLOCK FOR 10/22® & CHARGER™
- BLUE OR STAINLESS STEEL
Some Description
Retail
$27.99
Save
$3.00
Sale
$24.99
On Sale
View
00911
V-BLOCK STAINLESS STEEL CAP SCREWS SHIPPED PER PAIR
Some Description
Retail
$6.79
Save
$0.80
Sale
$5.99
On Sale
In Stock
Add to Cart
00422
SHARP CLAW ASSEMBLY
FOR 10/22
Some Description
Retail
$19.99
Save
$2.00
Sale
$17.99
On Sale
In Stock
Add to Cart
00916
PIKE ARMS®
RECEIVER CROSS PINS
PRECISION GROUND & HARDENED
FOR RUGER® 10/22®
Some Description
Retail
$8.99
Save
$1.00
Sale
$7.99
On Sale
In Stock
Add to Cart
00203
PIKE ARMS®
RED BOLT BUFFER™
FOR RUGER® 10/22®
Some Description
Retail
$7.79
Save
$0.80
Sale
$6.99
On Sale
In Stock
Add to Cart
00418
PIKE ARMS®
LEFT HAND SAFETY
FOR RUGER® 10/22® & PC CARBINE
Some Description
Retail
$22.49
Save
$2.50
Sale
$19.99
On Sale
In Stock
Add to Cart
00464
RECEIVER / STOCK TAKEDOWN CAP SCREW, STAINLESS STEEL
Some Description
Retail
$7.99
Save
$0.80
Sale
$7.19
On Sale
In Stock
Add to Cart
FLASHHIDERS & MUZZLE ACCESSORIES
00237
.22LR 1/2-28
FAKE
SUPPRESSOR
Some Description
Retail
$39.99
Save
$5.00
Sale
$34.99
On Sale
Low Stock
Add to Cart
00236
AR15/M16 FAKE SUPPRESSOR
(DISPLAY SILENCER)
THREADED 1/2x28 TPI
Some Description
Retail
$41.99
Save
$4.00
Sale
$37.99
On Sale
Low Stock
Add to Cart
00232
10/22® SLIP-ON
DISPLAY
SUPPRESSOR
Some Description
Retail
$34.99
Save
$2.50
Sale
$32.49
On Sale
Out Of Stock
Notify Me
10239
PIKE ARMS® EARTH "920"
22LR FLASH HIDER / COMPENSATOR
THREADED 1/2x28 TPI
FOR 10/22® THREADED BULL BARRELS
Some Description
Retail
$27.99
Save
$3.00
Sale
$24.99
On Sale
In Stock
Add to Cart
PIKE ARMS®
*ANODIZED*
M22/50™
MUZZLE BRAKE / FLASH HIDER
SLIP-ON TAPER BARREL
FOR RUGER® 10/22® TAPER BARRELS
Some Description
Retail
$34.99
Save
$5.00
Sale
$29.99
On Sale
View
ANODIZED - PIKE ARMS® M22/50™
MUZZLE BRAKE / FLASH HIDER
THREADED 1/2x28 TPI
FOR 10/22® THREADED TAPER BARRELS
Some Description
Retail
$34.99
Save
$3.50
Sale
$31.49
On Sale
View
PIKE ARMS®
*ANODIZED*
M110™
22LR FLASH HIDER / COMPENSATOR
THREADED 1/2x28 TPI
FOR 10/22® THREADED BULL BARRELS
- CHOICE OF COLORS
Some Description
Retail
$34.99
Save
$3.50
Sale
$31.49
On Sale
View

.jpg?w=325&h=260)